





复杂内腔、交叉孔、深槽、薄壁易变形、要求无毛刺无纹路、高洁净汽配 / 医疗 → 可以完全替代机器人打磨;
大件平面、需要大余量切削、强造型倒角、外观拉丝纹理件 → 不能完全替代,只能互补。
一、能完全替代机器人打磨的场景
1.内孔、交叉孔、油路孔、深槽、夹缝
机器人磨头伸不进去、磨不到,等离子电场全覆盖,一次去净内部毛刺。
2.薄壁件、薄片、微型精密件
机器人打磨有挤压、撞击、变形、刮伤;
等离子无应力、不接触、不变形,完胜。
3.316L / 钛合金 / 医疗 / 汽车精密小件
机器人容易磨伤棱角、纹路不均、有打磨痕;
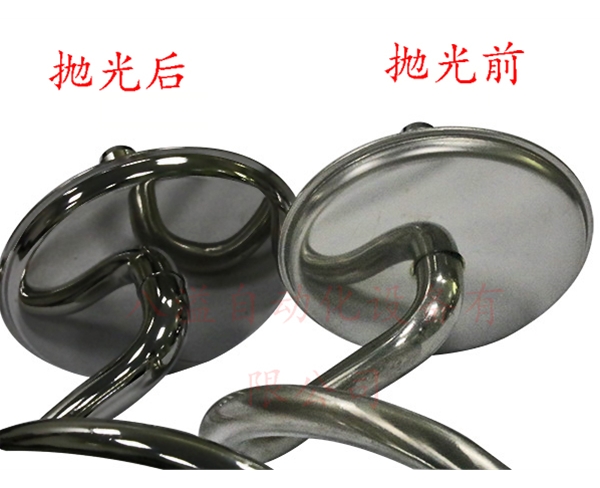
等离子批量色泽一致、无纹路、提升盐雾防腐。
4.细小结构件
机器人难精l准把控,容易磨掉边角;
等离子微量均匀去除,不破坏基准外形。
5.量产一致性要求高的零件
机器人受打磨耗材、程序轨迹、磨损影响,批次色差 / 纹路差异大;
等离子参数固化,件件一样、稳定性碾压机器人。

二、不能替代机器人打磨的场景
1.外观大件、外壳曲面、需要拉丝纹、磨砂纹理
等离子只能做镜面 / 哑光整平,做不出定向拉丝纹理。
2.毛坯大飞边、厚披锋、需要大余量切除
等离子是微米级微量蚀刻,不适合重余量粗加工。
3.需要做大 R 角、造型倒角、棱角刻意弱化
机器人可以磨出任意造型圆角,等离子只能固定小圆角。
4.表面有严重焊疤、铸造厚氧化皮
等离子只能精整,厚层焊疤氧化皮还是要机器人先粗磨。
等离子抛光在精密内孔、复杂结构、薄壁不变形、批量一致性、高洁净防腐这些维度,完全可以替代机器人打磨;
但在大件外观纹理、大余量粗去飞边、造型倒角场景,两者是前后工序互补搭配。

您好,欢迎莅临八溢,欢迎咨询...
 触屏版二维码 |





